ダブルベルトプレスコンベヤの圧力についてのご紹介です。
お客様にご来社いただき実機にてテストを行う際、ワークを潰す、伸ばして成形する、貼り合わせるなど様々なご要望があります。要素としては『圧力』・『加熱温度』・『冷却温度』・『加熱滞留時間』・『冷却滞留時間』・『隙間精度』等ありますが、その中で今回は『圧力』についてお話ししたいと思います。
『加熱加圧』はダブルベルトプレスコンベヤ(DBP)の根本となる要素です。成果物の良し悪しにかなり影響します。お客様の必要とされる加圧力や面圧に合わせ、必要な面圧となる様、圧力値を調整します。一方、圧力が足らない場合は程度にもよりますがワークサイズを調整し面圧を増やす等、様々工夫をしながらテストを行い、適切な条件を導き出していきます。
現在稼働中のテスト機DBP3号機に加え、新たにテスト機DBP4号機が稼働を開始しました。詳細スペックにつきましてはリンク先ぺージよりご覧ください。
本題に話を戻します。DBP4号機スペックに合わせ加圧力換算をしてみましたので表1を参考にしてください。
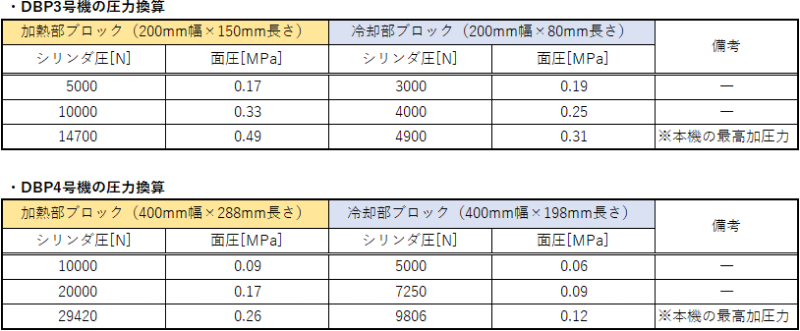
表1 DBP4号機 シリンダ圧と面圧の関係についての参考例
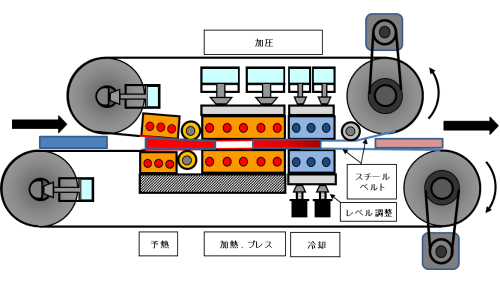
DBP4号機 モデル図
エアシリンダは各部共4本ずつ使用しています。シリンダ圧はその4本の合計です。
面圧が足りない場合はワーク寸法を狭くしますと面圧が増加します。
また、予熱、加熱加圧エリアの滞留時間、加熱温度、冷却温度の滞留時間なども重要で成果物に影響を及ぼす大事な要素となります。その各種条件を掛け合わせて最適な組み合わせを見つけることが重要な作業になります。条件を少しずつ変えて繰り返しテストをすることにより、最適な条件が分かってくることが多いのです。
過去のテスト実績も踏まえ、ご来社されたお客様へのご提案もさせて頂きながら最適な条件を導き出すことに尽力いたします。是非ご来社いただき、実機にてダブルベルトプレス機の可能性を実感していただければと思います。
用途としては、
- 複数のフィルムを重ねて加熱加圧するラミネート加工に
- 繊維状のプリプレグへの樹脂含浸に
- 二枚のフィルムに挟んだクリーム、ペースト状樹脂の延伸、加熱硬化加工に
- 発泡・整泡した樹脂への液状、ペースト樹脂の加熱、加圧、含浸、硬化加工に
- 熱可塑性樹脂、熱硬化性樹脂の加熱・プレス・冷却の加工に
- ワークの物性変化に
是非ご来社の上、デモ機にて可能性を実感してください。
詳しくはディムコのお問い合わせページよりお問い合わせいただければ幸いです。